5730燈珠led(5730燈珠焊接視頻) |
| 發布時間:2022-03-23 10:12:38 |
LED5730是一種貼片LED規格,5730貼片命名長度和度,5730該長度為5.7mm,寬度為3.0mm,電壓為:2.8-3.5V,電流:150mA。0.5W。 LED密封燈(SMD)是由FpC電路板、LED燈、優質硅膠套管制成的。使用防水性能,低壓直流供電安全方便,發光顏色多樣,色彩鮮艷。戶外使用可承受UV老化、黃色化、高溫化等優點,該產品廣泛應用于建筑輪廓燈、娛樂設施的準裝飾照明、廣告裝飾照明照明照明領域,一起看看5730led燈珠(5730燈珠焊接視頻)吧。
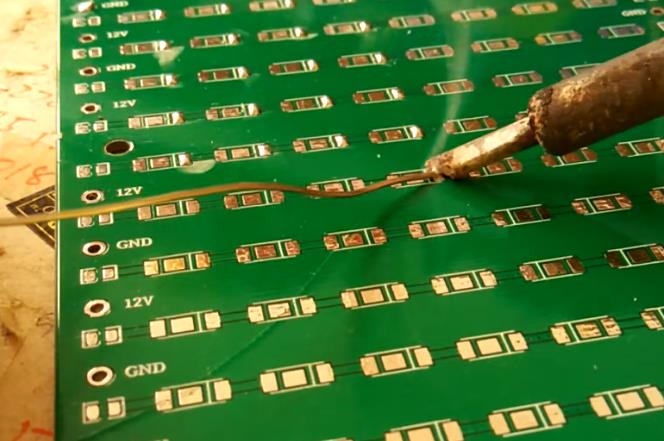
5730 LED 燈板焊接(10x15cm)480P高清版 準備工具:電烙鐵、焊錫、電子板 焊接步驟:電烙鐵接上電注意不要燙到手,焊錫對準焊點用電烙鐵輕點,冒煙即可融化,小心煙霧不要進入口鼻。 5730珠參數5730珠的每個功率是0.5W。 以下是5730珠的參數,分為白光和暖白兩種。 1、規格型號:5730芯片LED珠 2、白光系列:暖白光系列5730白光、5730暖白 3,光強度亮度:光束50-60LM,50-55LM 4、色溫范圍:6000-700K、270-3300K 5、衰減數據:3000小時3%以下,3000小時3%以下 6、發光角度:120度、120度 7,反向漏電:0-2UA,0-2UA 8,正向電流:150mA,150mA 9、耗電:0.5W 10,LED密封壽命:”5萬小時 5730led是第幾代led5730屬于片LED,第一代是草帽式LED直插封裝,稱為發光二極管,第二代是1W大功率LED珠,第三代是片LED,然后是當前COB封裝的大功率光源。 2008年以前,LED熒光燈主要是將草帽珠直接插入封裝,技術簡單,光效低。 2008年,LED熒光燈的SMD包裝開始普及,以草帽直插系列為光源的LED熒光燈管的比例急速減少,2012年,草帽直插系列光源的LED熒光燈管在市場上消失。 2009年開始,3020330143528和505050 LED珠成為市場的主流,展開混戰,沒有獲得絕對的支配地位。從2010年開始,代替5050系列,企業開始采用5630 LED珠作為LED熒光燈光源。 從2011年開始將2835303535 LED珠直接裝入LED熒光管鋁基板,以中大功率珠為光源的LED熒光管的比例迅速增加,可以降低成本,市場對LED熒光燈價格的壓力很大。 2011年COB包裝開始應用于LED熒光燈領域,2012年之前取得了很大的進步。 5730珠的使用推薦數據:1,推薦驅動電流:100-145ma;建議最大使用電流不超過150ma。 2、瞬間驅動電壓及逆電壓不得超過5v。led珠有損傷或嚴重損傷無法修復。 3、建議使用環境溫度-30℃~+60℃,優化燈的散熱設計,使led白燈引腳負極的溫度小于60度。 4,每天最大允許的點亮時間為18小時,連續點亮對led珠的壽命有一定的影響。 5、當電流為100-150ma時,每降低10ma的電流,其光束相應地降低4%左右。因此,可以計算led白光操作時的光束。 6,功率在148-150ma時為0.5w。客戶可以計算led熒光燈管運行時的總耗電量。 LED5730燈珠能用鉻鐵焊接嗎?可以用普通烙鐵焊接LED5730。LED5730是貼片封裝的,體積較小焊接的時候不是很麻煩。 焊接方法: 1、用萬用表測量二極管的方法測量出LED的正負極。 2、用鑷子夾著LED燈。 3、焊接時先焊接一端,起到固定作用。 4、固定好以后,再焊接另一端。 幾點焊接措施: 1、防靜電:最好別用普通烙鐵焊接,帶靜電會導致燈珠受損,降低成功率,沒有防靜電烙鐵的話,用普通烙鐵,可以用根導線接地,消除靜電。 2、焊接時間控制:要把握好焊接時間,不能太長,烙鐵頭不能接觸到燈珠上部的塑料,否則變形影響金線導電性能。 電烙鐵如何焊接5730貼片燈珠?貼片LED燈珠的焊接方法有多種,下面是其中一種常用的方法,供參考。首先用電烙鐵在燈珠的正、負極焊盤上燙上一些焊錫(焊錫千萬不能多,否則,用熱風槍一加熱,正、負極的焊盤就會連在一起),然后用熱風槍同時加熱正、負極焊盤,待錫熔化后,用鑷子將燈珠的正負極放在對應的焊盤上即可。 該操作要快、要準,否則,熱風槍會把LED的塑封熔化而損壞。 在沒有熱風槍的情況下,按LED燈珠的結構和所用基板的不同也可用不同的焊接方法。貼片LED燈珠引腳有采用半塑封的,即燈珠兩邊外露一小部分引腳,如常用的5730、7020、4014等;也有采用全塑封的,即燈珠的正負極全部在芯片的底部,如3030等。 對半塑封的燈珠如7020的焊接也比較容易,同樣在焊接前要先在焊盤上燙一點錫(燈珠的引腳不要燙錫),兩邊用鑷子把燈珠的正負極對應放在焊盤上,用手指或小改錐壓住燈珠,最后用電烙鐵迅速對外露的電極進行加熱,同時手指適當加力往下壓(加熱時,烙鐵不能來回搓動,手指的壓力也不要過大,否則會損壞燈珠)。 建議大家:對于全塑封的燈珠(如3030),若燈條基板為普通的電路板,則先用刀片把燈珠焊盤周圍的漆刮干凈,露出銅線,然后在焊盤上燙少許錫,先焊焊盤大的電極,接著把電烙鐵放在新刮出的銅線上加熱(不能放到焊盤上),待焊盤上的錫熔化后,用鑷子把燈珠的對應極放在焊盤上略加壓即可,最后焊焊盤小的電極。必須先焊焊盤大的電極是因為所需的加熱時間長,若后焊此電極,燈珠易過熱而損壞。 若燈條基板為鋁基板,就不能用上述方法了,因為用鋁基板的線路都設計得很細。在焊接這類燈條的燈珠時,可利用熱傳導來焊接燈珠,對燈珠正負極焊盤的背面鋁板同時加熱,待焊盤上的錫熔化后,把燈珠放在焊盤上略加壓即可。加熱器可從淘寶上購買,也可用大功率電烙鐵(不小于100W的)來代替。 用電烙鐵焊接燈珠時,電烙鐵的外殼必須很好地接地,最好也戴上防靜電手環,以防感應電和靜電損壞LED燈珠。另外,烙鐵頭要磨成馬蹄形的,以增大接觸面積,縮短焊接時間。 焊接LED5730燈底部需要焊接嗎,焊LED的高招?5730底部是散熱用的,不用焊。不過要貼緊鋁基板。用烙鐵的話,溫度控制在300度左右,一個焊點最好三秒內焊完。先在一焊盤上上錫,然后用鑷子夾住LED兩側,再推入焊盤,最后焊另外一個焊盤。不過有設備的話,最好是用鋼網刷上錫膏后過回流焊 |